

Skärning
Det finns olika sätt att separera material, till exempel mekaniska metoder som klippning och värmemetoder som bränngaser, plasma och laserskärning.
Olika metoder för att skära material
Vid bränngas , plasma- och laserskärning används värmeenergi för att värma upp material till antändnings-, smält- eller förångningstemperatur. Vid flamskärning och laserskärning med syre används den exoterma energin från syrereaktionen i processen. Flamman och laserstrålen värmer materialet endast tills antändningstemperaturen har uppnåtts. Vid plasmaskärning och laserskärning med kväve värms materialet upp till smälttemperatur och skärgasen blåser ut smältan. Valet av skärgas måste anpassas till applikationen för bästa prestanda.
Metoder för skärning
Flamskärning är en förbränningsprocess. Det är inte själva brännlågan som utför själva skärningen utan en syrgasstråle som bränner materialet under värmebildningen och transporterar bort förbränningsprodukterna (slagg) från skärningen. Innan skärningen kan påbörjas måste stålet värmas upp till tändtemperatur med hjälp av en gaslåga. Valet av bränslegas påverkar skärkvaliteten och tiden för förvärmning.
Flamskärning kan användas för skärning av mjukt och låglegerat stål i tjocklekar upp till mer än 1000mm. Skärkvaliteten beror också på arbetsstyckets yta och kan påverkas av olika typer av förgrund. Användningen av flera brännare för rakskärning, fasskärning och fogberedning är ett exempel på skärprocessens mångsidighet. Processen är också lätt att mekanisera.
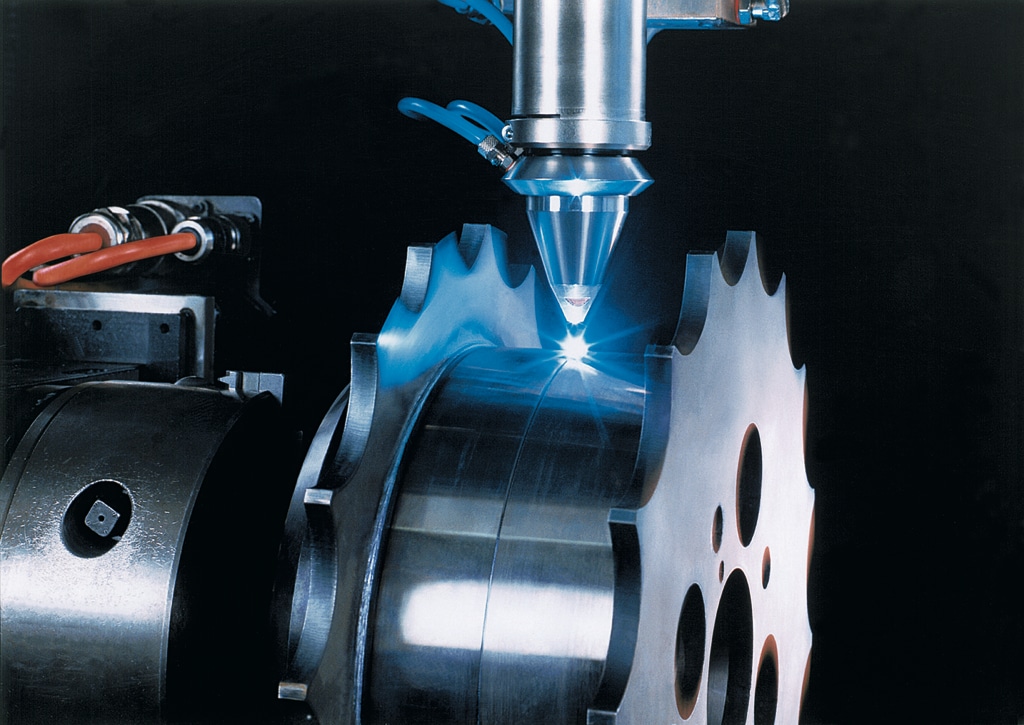
Laser är bäst lämpad för högprecisionsskärning av tunna detaljer. Skärkvaliteten är så hög att bitarna kan användas direkt eller skickas till vidare bearbetning utan behov av efterbearbetning. Den fokuserade laserstrålen är så kraftfull att den direkt smälter och förångar det material som ska skäras. Laser kan också skära i många andra material än metaller, t.ex. plast, trä etc.
Applikationen avgör vilken av gaserna, syre eller kväve, som är bäst lämpad för uppgiften. Syre reagerar exotermt (genererar värme) med materialet, vilket möjliggör snabbare skärhastighet än med kväve. Därför är oxygen den viktigaste skärgasen vid skärning av mjuka och låglegerade stål. Samtidigt är den inte särskilt lämplig för skärning av rostfritt stål eftersom den skurna ytan förlorar sin korrosionsbeständighet. Aluminiumytor som skurits med oxygen blir ojämna och graderade. För att få en ren, oxidfri skäryta måste kväve användas vid skärning av dessa material. Våra dedikerade LASERLINE®-gaser och gasförsörjningssystem hjälper till att säkerställa att dina skäraktiviteter fortsätter att vara högteknologiska och ekonomiska från början till slut.
Plasmaskärning är en metod för smältskärning, där energin från den heta plasmabågen används för att blåsa bort smält material. Plasma är ett aggregationstillstånd där gasen är joniserad, vilket innebär att den består av positiva joner och elektroner som gör att mediet är elektriskt ledande. Plasman smälter materialet lokalt och det smälta materialet avlägsnas från snittet med hjälp av gasstrålen. Exempelvis skärs mjukt stål ofta med syre eller kväve som plasmagas medan rostfritt stål ofta skärs med en argon- (eller kväve-) baserad gas som innehåller väte som reducerande medium.
Lasergaser med hög renhet för att skydda strålen
En säker, tillförlitlig och effektiv gasförsörjning är en av de viktigaste faktorerna att ta hänsyn till när du investerar i en ny lasermaskin eller optimerar din befintliga laserverksamhet. Linde hjälper dig effektivt genom den processen. Resonatorgaser används i gaslasrar för att generera laserljus. Gasblandningen för en CO2-laser innehåller helium, kväve och koldioxid.
Andra tillsatser används för vissa lasertyper, t.ex. syre, väte, xenon och kolmonoxid. Gasblandningar för excimerlasrar består ofta av halogener, ädelgaser (krypton, xenon eller argon) och buffertgaser (helium eller neon). En modern koldioxidlaser kräver lasergaser med hög renhet. För stora mängder föroreningar kan påverka laserns effekt. Även de optiska komponenternas livslängd kan påverkas. I detta sammanhang är vattenånga och kolväten de mest kritiska föroreningarna.

Vad säger våra kunder?
"Jag är mycket nöjd med Linde som leverantör av lasergaser och tjänster till vårt företag.
Jag uppskattar särskilt den tekniska supporten. Korta svarstider och engagerade, kompetenta
Linde-tekniker är av stort värde för oss."
Richard Jorvén, VD och ägare
Täby Plåtteknik AB
Köp produkter här

Logga in eller registrera dig för att se pris och för att kunna beställa denna produkt.

Logga in eller registrera dig för att se pris och för att kunna beställa denna produkt.

Logga in eller registrera dig för att se pris och för att kunna beställa denna produkt.

Logga in eller registrera dig för att se pris och för att kunna beställa denna produkt.
 Nedladdningar
Nedladdningar
| Säkerhetsdatablad | Produktdatablad och broschyrer |
|---|---|